不锈钢(StainlessSteel)是不锈耐酸钢的简称,耐空气、蒸汽、水等弱腐蚀介质或具有不锈性的钢种称为不锈钢。不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性,故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业等。
现在不锈钢的发展,已使不锈钢的耐蚀性、外观、加工性、强度等特性远远超过其它材料,而且,不锈钢的许多表面处理法,可以取得丰富多彩的颜色及形状,这为不锈钢的发展作出很大的贡献。
不锈钢的表面类别
不锈钢表面处理代号及其特征、处理方法、用途情况
|
代号 |
特征 |
制造法概要 |
用途 |
|
No.1 |
银白色,无光泽 |
热轧到规定厚度,再经退火和除鳞的一种粗糙、无光表面 |
不需要有表面光泽的用途,如:槽罐、化学工业装置 |
|
No.2D |
银白色 |
冷轧后经过热处理、酸洗,有时在毛面辊进行最终的一道轻轧的一种无光表面加工 |
对表面要求不严的用途,一般用材,如:深冲用材,汽车构件 |
|
No.2B |
光泽强于No.2D |
No.2D处理后,经过抛光辊进行最终一道轻度冷轧,以取得适当光泽 |
一般用材 |
|
BA |
光亮如镜 |
无标准,但通常是光亮退火的表面加工,表面反射性很高 |
建筑材料,厨房用具 |
|
No.3 |
粗研磨 |
将No.2D和No.2B材,用粒度100-120号研磨带打磨,具有较佳的光泽度和不连续的粗纹 |
建筑内外装饰材料、电气产品及厨房设备等 |
|
No.4 |
中间研磨 |
将No.2D和No.2B材,用粒度150-180号砂带打磨,具有较佳光泽度和不连续粗纹,条纹比No.3细 |
浴室、建筑内外装饰材料、电气产品、厨房及食品设备等 |
|
No.240 |
细研磨 |
将No.2D和No.2B材,用粒度240号砂带打磨 |
厨房用具 |
|
No.320 |
极细研磨 |
将No.2D和No.2B材,用粒度320号砂带打磨 |
厨房用具 |
|
No.400 |
光泽接近BA |
将No.2B材,用粒度400号砂带打磨 |
一般用材,建筑用材,厨房用具 |
|
HL |
发纹研磨 |
适当粒度(150-320目)的抛光带研磨,使No.4生成连续的发纹拉丝面 |
建筑装饰,电梯,建筑物门、面板等 |
|
No.7 |
接近于镜面研磨 |
用600#回转抛光轮进行研磨,获得接近镜面抛光表面 |
美术用,装饰用 |
|
No.8 |
镜面研磨 |
镜子用抛光轮进行磨 |
反光镜,装饰用 |
|
DULL |
减少No.2B光泽并生成麻点 |
利用有麻点的轧辊,是No.2B减少光泽并生成麻点 |
主要用于汽车及建筑物的内外装饰材料 |
9种研磨不锈钢管获取光滑表面的方法
从定义上来说,精磨是将焊件和金属表面混合获得平滑、一致和有吸引力的外观。下面来介绍9种不锈钢管精磨技巧。
1、不锈钢装饰用栏杆混合焊接处
第一个技巧是在栏杆上混合焊接连接,对此类焊接表面精磨是在栏杆上表现出良好焊接连接效果的关键。通常可以在带式研磨机上使用40、60或80粒的砂带磨削焊缝。然后使用粗、中、细或超细调理带混合表面。对于平面,请使用弹性鼓和非织造尼龙平刷。管道和管道使用管抛光包装。即使在极小的半径上,晶粒尺寸达到320也能产生理想的结果。
使用速度调节器的研磨机将帮助达到最佳的光洁度。工具上带有一个可调节的带式砂轮机臂,使用起来更加方便,既可以减少操作疲劳,也可以获得更好的效果。
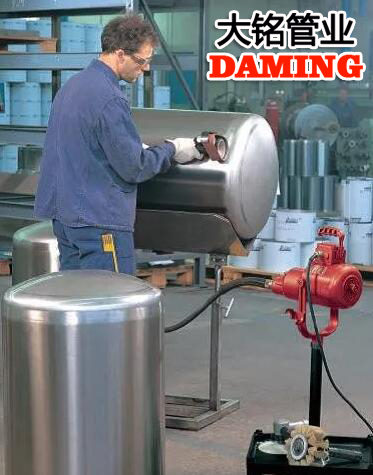
2、不锈钢压力容器表面处理
第二个技巧是压力容器的准备和整理工作。在压力容器上使用RA15-25进行典型的4号表面处理,使用40至320粒的皮带研磨并用折翼刷完成。也可以使用尼龙翻盖刷,然后使用抛光轮和切割/抛光化合物进行抛光,从而制成缎面饰面。
许多整理工具提供快速更换工具系统,以减少停机时间,而且许多是便携式的。可拆卸手持式便携式工具可以减轻疲劳,因为它们不必承受整个驱动装置的重量。有些型号可用于非常狭窄和难以到达的地方。还可以使用低噪音,无震动的防尘密封装置。风冷感应电机可以提供较长的使用寿命和最小的磨损。
3、商业级食品不锈钢烤架
第三个技巧是商业食品服务烧烤研磨,在商业级食品服务烤架上工作时,减小表面焊缝的尺寸是一个关键的挑战。开始使用36到80粒度的气动粉碎机来粗磨表面。然后用带有40-220号磨料砂带的气动鼓完成加工,然后用扩展的气动直磨机和60-240号砂砾纤维刷对所有表面进行加工。由合成纤维,砂砾和树脂制成的抛光盘将消除焊接变色。
除了之前讲的三个技巧外,对于不锈钢焊接表面光滑的精磨技巧还有如下几种。
4、抛光不锈钢管镜面
第四个条件是抛光不锈钢管镜面,要抛光不锈钢管镜面光洁度,开始应使用80-到120-砂砾氧化锆带砂带准备表面。然后切换到表面调节皮带,用从中等到超细的表面处理。使用预磨轮和抛光剂。用抛光轮抛光化合物抛光,然后用抛光轮和抛光膏完成镜面抛光。
5、结构钢上研磨焊缝和斜接头
第五个是在结构钢上研磨焊缝和斜接头,使用60-150微米的锆纤维圆盘从结构钢斜接头上移除焊珠。然后使用带有40至220粒度的锆混合带的鼓式砂光机。用模板盖住。一个表面调节皮带会给你一个很好的结束,而一个100到200砂砾细皮刷将导致缎面完成。
6、不锈钢焊缝磨粒
第六个是不锈钢焊缝的磨粒,开始使用气动直角研磨机与具有冷却效果的塑料支撑板和80-砂砾纤维盘,用预研磨的不锈钢焊缝上的研磨过程。使用直磨机完成气动鼓。使用带无纺布,中等或高硬度抛光盘的直角磨光机对表面进行磨光。用120目砂带和40至320目砂带精磨焊道。
7、消除橙皮效应
第七个是消除橙皮效应,为了使橘皮效果平滑,首先使用40粒皮带进行粗略的预备。然后用软接触辊和A160Trizact™皮带细磨。用柔软的接触辊和中等表面处理带进行缎面处理。也可以通过使用翻盖刷和220粒磨料垫来达到工业级的光洁度。
8、不锈钢内角磨削
第八个是不锈钢内角磨削,要完成不锈钢组件的内角,首先用电动角磨机用80粒迷你风门轮平滑焊接。然后使用电动角磨机和软盘(在A160和A16之间)用Trizact砂轮对其进行细磨。使用电子文件和60至400粒的非织造垫来定义表面纹理。
9、研磨和抛光挤出机饲料
最后个是研磨和抛光挤出机饲料,首先用一台带式研磨机和一个40至80粒锆刚玉带在挤出机进料轴上进行初步研磨,研磨和抛光。使用80至120粒Velcro®纤维轮来处理侧翼。用辊子附件精磨轴和侧面。用扭曲的抛光环和抛光膏抛光。




 中国人保财险承保
中国人保财险承保
 CABR建设工程产品认证
CABR建设工程产品认证




