1、测算穿管规格——依据安裝的需要长短,在不锈钢薄壁管上画上标记,选用磨光机对不锈钢薄壁管开展切割,切割时务必选用不锈钢专用型切割刀片片,并维持切割的管口尽可能竖直,其切倾斜度在3mm之内。
2、清除毛边——管件切断后应清理干净內外管壁的毛刺、杂质、碎屑,以防止在安裝的全过程中管件插进管材时划伤甲丙丁己橡胶O型密封圈,导致卡压后漏水的可能性。
3、标识画线——保证不锈钢薄壁管彻底插进管件本身,务必在管子端尾作插进长短标识画线,以确保插进长短,不然易造成水管插进不到位,造成水管松动。
4、卡压——将连接好的不锈钢薄壁管和卡压式管件放进钳座上的钳压模接触,起动卡压专用工具开展一次性卡压。注意!卡压全过程中不可以晃动,以防造成卡压歪曲。
5、查验——卡压步骤完成后,选用专用型的量规对其卡压部位进行度量,当量规的度量尺寸符合后,表达卡压合格。
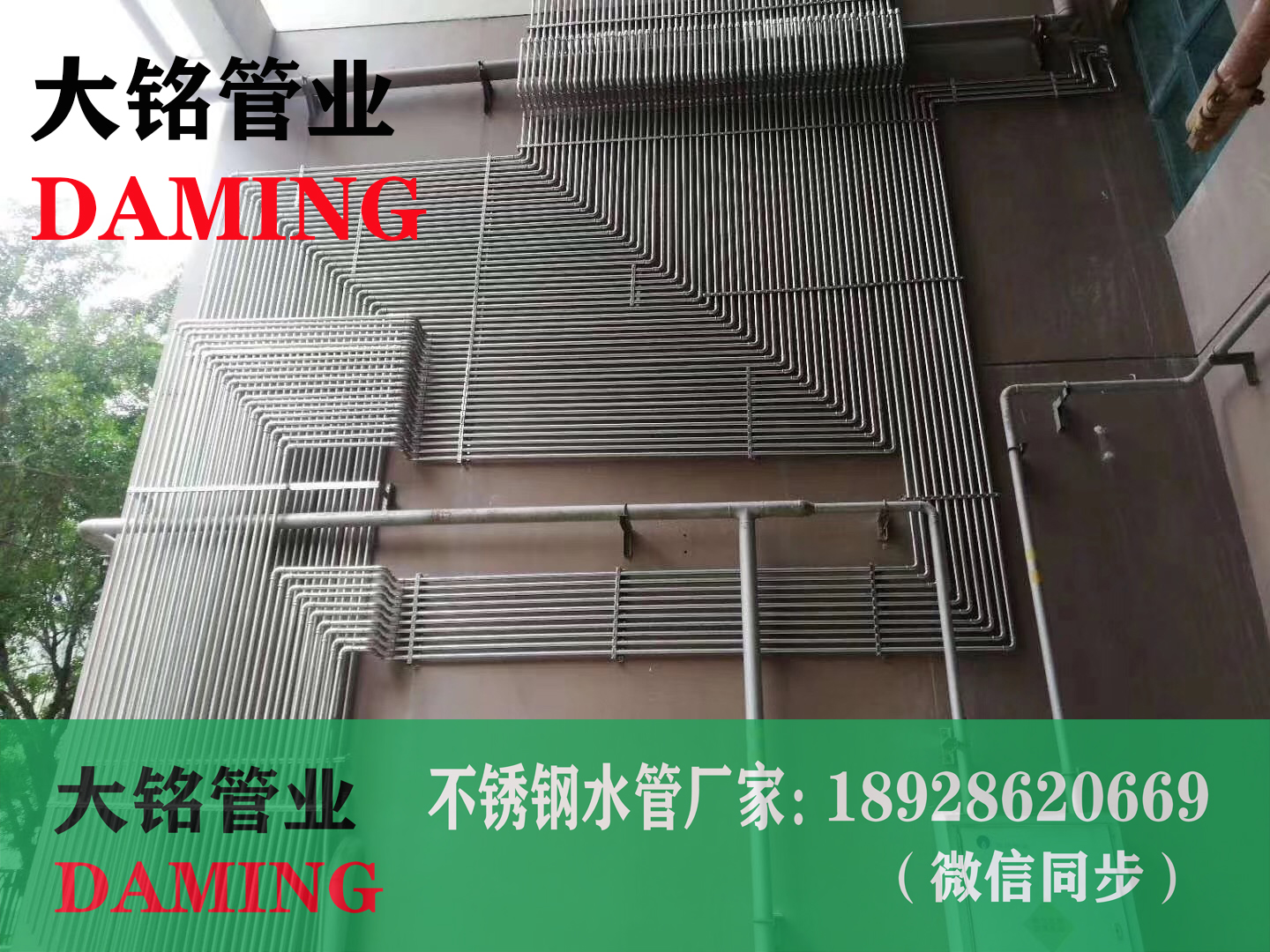
针对不锈钢薄壁管的联接,大铭管业依据很多年的工作经验,强烈推荐小卡大焊或其他符合不锈钢薄壁管连接使用的连接方式,即小管经管道选用卡压,一般用以DN50下列,针对DN50左右则选用电焊焊接,沟槽连接、法兰连接。
相关产品推荐


 中国人保财险承保
中国人保财险承保
 CABR建设工程产品认证
CABR建设工程产品认证




