通常我们的薄壁
在出厂的时候机器切割默认6米长度,想要更灵活的按要求搭配管道,薄壁
的切割成了大家常常使用的加工方式,薄壁
作为金属,切割时不会像切菜一样那么简单,下面通过黄师傅的案例为大家讲解薄壁
在切割时需注意的事项。
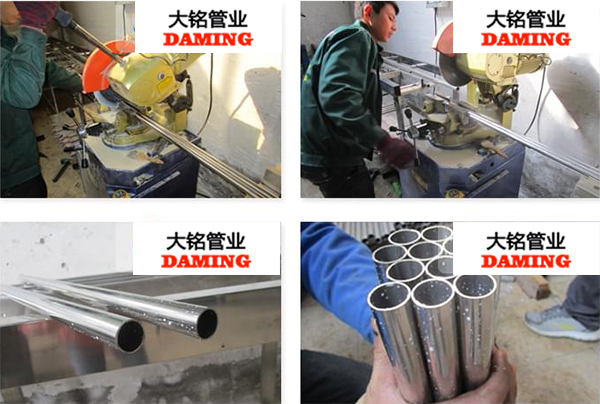
薄壁不锈钢管切割车间及成品展示
有一次,客户由于时间比较紧急,就自己切割薄壁
。但是由于使用砂轮机直接切割,产生了毛刺,因此,大铭的薄壁不锈钢管加工负责人对“处理薄壁
切割产生的毛刺”进行了讲解:
1、吹干净不锈钢管内的杂物;
2、采取使用锉刀去除端面的毛刺;
3、用绞孔刀或刮刀去除配管内部的毛刺;
4、再用锉刀去除端口面的毛刺;
5、再用绞孔刀或刮刀去除配管内部的毛刺。
在这里给大家推荐一下,我们更先进的产品,去毛刺器,直接套在管子端口,能够有效的去处表面以及管子端口内壁毛刺。
注意:在进行切面处理的作业时,请将切面朝下,以使钢屑不会进入配管内部。
如不完全去除毛刺,扩口部位会发生漏气和划破管件导致漏水的现象,所以要仔细的地将毛刺去除掉。
因此,在做薄壁
切割的时候,如果数量不是非常多的情况下,还是建议使用切管刀人力切割;如果数量非常多,且要求长短一样,那么可以通过“水切”完成对薄壁不锈钢管的切割。
相关产品推荐 相关文章推荐


 中国人保财险承保
中国人保财险承保
 CABR建设工程产品认证
CABR建设工程产品认证




